英语
英语 中文简体
中文简体 روش طراحی ابزار آلتراسونیک و خط جوش اولتراسونیک
دستگاه جوش پلاستیک اولتراسونیک در هنگام جوشکاری اولتراسونیک هنگامی که خطوط آسیبی روی سطح ابزار وجود دارد یا شکل آن کم و بیش با قطعات پلاستیکی اولتراسونیک متفاوت است، جای زخم بر روی سطح قطعات پلاستیکی اولتراسونیک باقی میگذارد. راه جلوگیری از آن قرار دادن یک فیلم بین ابزار اولتراسونیک و سطح قسمت پلاستیکی اولتراسونیک است.
سطح تماس قسمت پلاستیکی اولتراسونیک باید حداقل بزرگتر از سطح جوش اولتراسونیک باشد و محل جوشکاری اولتراسونیک باید تا حد امکان در یک راستا باشد. سطح تماس خیلی کوچک سر جوش اولتراسونیک باعث آسیب و تغییر شکل بیشتر و همچنین اثر جوشکاری اولتراسونیک رضایت بخش می شود.
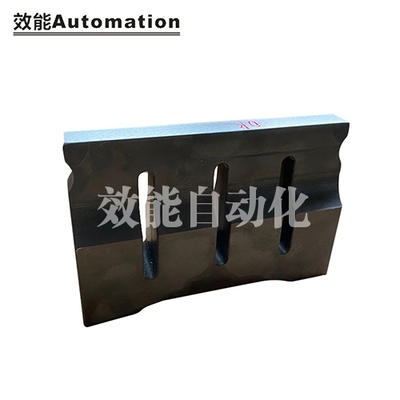
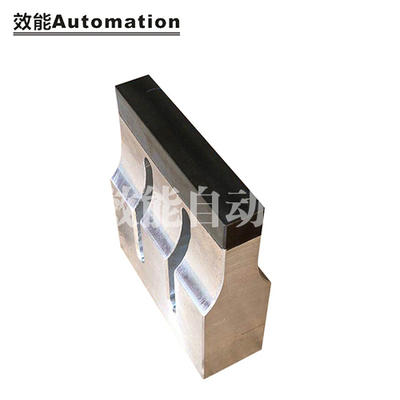
قطعات تزریق را می توان به هر شکلی طراحی کرد، اما ابزار آلتراسونیک را نمی توان خودسرانه ساخت. شکل و طول ممکن است بر پارامترهایی مانند فرکانس و دامنه شیپور اولتراسونیک تأثیر بگذارد. طراحی ابزار آلتراسونیک نیاز به داشتن صفحه مرجع دارد، یعنی صفحه فرکانس مرجع با توجه به فرکانس قطعه کار آن تعیین می شود. صفحه فرکانس مرجع عموماً بیش از 70 درصد از سطح سر جوشکاری را اشغال می کند، بنابراین شکل برآمدگی های سطح قسمت قالب گیری تزریقی ترجیحاً کوچکتر از کل پلاستیک و سپس 30 درصد است. برای سطوح صاف و قوسدار قطعات پلاستیکی، این استاندارد میتواند به طور مناسب شل شود. و موقعیت بیرون زدگی باید تا حد امکان در وسط قسمت پلاستیک اولتراسونیک قرار گیرد یا به صورت متقارن طراحی شود.
خط جوش بخشی است که با اثر مستقیم امواج اولتراسونیک ذوب می شود و دو روش اصلی طراحی آن:
①طراحی برش
② جهت گیری انرژی
تمام تغییرات دیگر را می توان به دو نوع یا هیبریدی طبقه بندی کرد.